GPW-1200II型集装箱式气压焊轨机是具有我国自主知识产权的非自行式焊轨机,具有在同一工位实现拉轨、焊接、焊后热处理和强制风冷的功能。拉轨顶锻力大,能够满足无缝线路锁定轨温要求,工艺宽泛、作业程序标准化,适应于自然环境恶劣条件下的线上、线下、永久焊复焊轨作业。
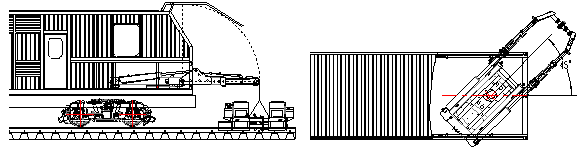
GPW-1200Ⅱ型集装箱式气压焊轨机在集装箱内配备有柴油发电机、空压机、水冷机、液压泵站、气源等设备(图1),可为气压焊轨机的焊轨作业,起重机的吊装作业以及钢轨端铣的端面处理作业提供动力和工作条件。该集装箱安放于平板车上,由轨道车牵引施工。其内设备采用程序控制,操作方便快捷、作业效率高,适用于各种钢轨现场焊接作业。

图1 GPW-1200Ⅱ型集装箱式气压焊轨机(大准线U78GrV 75kg/m线上焊换铺)
1.1 设备组成
GPW-1200Ⅱ型集装箱式气压焊轨机的集装箱分为焊机集装箱和乙炔集装箱两部分。
A. 焊轨机集装箱作为主要集装箱,箱体内包含有气压焊轨机、起重机、柴油发电机等。以及气压焊轨机进行焊接作用所需的氧气气源。
B. 乙炔集装箱作为辅助集装箱,隔离提供焊接所需的乙炔气体气源。
1.2 设备操作
在工作状态下,起重机前后翻转,起重机能向前翻转至水平状态,不与集装箱干涉;左右旋转,旋转时单侧能旋转45°,均能达到工作条件,如图3所示:
1200II型集装箱式气压焊轨机工作状态
1.3 适用范围
钢轨材料:U71Mn、U71MnK、U71MnG、U75V、U75VH、U78CrV、U78CrVH、U95Cr、稀土钢轨等;
钢轨轨型:标配60 kg/m(更换部分部件后可适用于75 kg/m);
作业工况:
作业功能:具有焊接、正火一机化焊轨作业功能,可用于铁路线路工地的无应力焊(单元焊)、或应力焊接(锁定焊、龙口锁定焊、永久焊复)。龙口锁定焊作业时,对于焊接75kg/m钢轨,具有提高轨温≤20℃的能力;
环境温度:-15~40℃(采用相应的施工技术措施后可低至0℃);
环境湿度:≤100%;
海拔高度:≤5100m。
1.4 集装箱尺寸
A. 焊机集装箱(LxBxH/mm):9020x2930x2900
B. 乙炔集装箱(LxBxH/mm):3700x2848x2400
1.5 主要焊接设备:气压焊轨机
(1)设备参数
设备名称:数控式气压焊轨机
设备型号:GPW-1200
焊轨机为悬挂式四导轴钳夹结构,计算机自动控制焊接、正火作业一体化全过程,实时记录作业参数。
(2)功能:焊接正火一体化施工;一次夹持实现加热、顶锻、保压推凸、保压焊后风冷、保压正火加热、保压强制风冷一机化作业,尤其适用于长距离拉轨、线上焊接和重伤钢轨的永久性焊复的施工作业。
(3)参数采集管理系统与功能
参数采集管理系统具有焊接接头编号、焊接、正火作业全过程参数预置与修改、焊接过程数据采集、作业过程评估的等功能。可存储不少于10万个焊接接头的记录信息,可实时记录所有焊轨作业参数。作业数据不可修改。可以图形或数字方式实时显示主要的焊轨参数。
(4)作业过程评估系统
焊轨作业结束后,可按条件输出焊轨接头工艺记录表,内容为单个接头各阶段的工艺信息。可给出焊接接头形成过程是否符合型检工艺的评估。还能查询焊接接头各阶段的原始数据。
1.6 监控与安全保障
GPW-1200II型集装箱式气压焊轨机经过铁总检验,符合国铁集团的评审要求。考虑到设备与施工中的安全重要性,设有6大功能保障。
水压自动报警功能
动静端夹持未到位保护功能
夹紧动作时序保护功能
油压自动保护功能
焊机吊装保护功能
故障自动报警及保护功能
2 应用情况

图5 GPW-1200I型集装箱式气压焊轨机(拉日铁路新线施工线上焊)

图6 GPW-1200I型集装箱式气压焊轨机(拉日铁路新线施工线上焊)

图7 GPW-1200Ⅱ型集装箱式气压焊轨机(大准线75kg/m U78GrV线上焊换铺施工)

图8 GPW-1200Ⅱ型集装箱式气压焊轨机(大准线75kg/m U78GrV线上焊换铺施工)

图9 GPW-1200Ⅱ型集装箱式气压焊轨机(大准线75kg/m U78GrV线上焊换铺施工)

图10 GPW-1200Ⅱ型集装箱式气压焊轨机(大准线75kg/m U78GrV线上焊换铺施工)

