“瑞威分享”栏目通过定期分享关于铁路轨道建设与维护的学术及经验知识分享,致力于行业内沉淀经验、拓宽视野、夯实学术研究、增进学习交流,培育创新思维。
欢迎同行的前辈老师及各位同仁的来稿!
投稿请发送至邮箱:business@railway-cd.com

在既有线上,去掉一段有伤的钢轨,用一段新轨进行替换,同时将两端与原有线路焊用闪光焊或气压焊焊起来,称为永久焊复。
|钢轨的热涨冷缩
钢轨在自然温度发生改变时,会产生体积变化,即热涨冷缩。对于钢轨来说,横向体积变化可以忽略不计,但长度方向的变化积累起来很大,会对线路造成极大影响。
钢轨在没有约束的情况下(自由态),因为温度引起的伸长(或缩短)为:ΔL=ΔT*α
其中,ΔT 为温度变化量,α=0.0118mm/(m.C°)为钢轨的线胀系数。例如,一根 100 米长钢轨,升温 10°C,则钢轨伸长量为:
ΔL=10*0.0118*100=11.8mm
反之,若温度下降10°C,则ΔL为负,钢轨缩短量为 11.8mm。
如果将钢轨两端固定,不允许伸长和缩短,则钢轨会因热胀冷缩产生温度应力,升温为压应力,降温为拉应力。温度应力可以用截面的温度力表达。如,60kg/m 的钢轨,当温度改变 1°C,钢轨中将产生 19.2KN 的温度力。

钢轨的热胀冷缩
|无缝线路锁定轨温
无缝线路不允许钢轨自由伸长缩短。当轨温变化时,依靠扣件的作用,控制两个扣件之间的钢轨不伸长或不缩短。因此,钢轨内部的应力水平将随温度的变化而变化。显然,钢轨温度等于安装扣件时的温度时,内应力为零。
在线路设计时,将当地全年最高温度和最低温度作为重要参考,规定了线路的设计锁定轨温。当轨温等于设计锁定轨温时,钢轨无温度应力;当轨温高于锁定轨温时,钢轨内有压应力,低于锁定轨温时,有拉应力。

现场应力放散施工
|插入短轨的永久焊复
永久焊复的要点是,完成该段钢轨的更换后,要满足设计锁定轨温的要求。具体做法是,先将该段新轨与既有线的一端焊联,焊接时钢轨内无应力,这个焊接称为无应力焊接。然后将另一端与既有线的另一端焊联连接。第二个焊头焊接时必须考虑满足线路的设计锁定轨温。由于现场没有能力压缩钢轨,所以,永久焊复作业只能在低于设计锁定轨温时进行。第二个焊头在焊接顶锻完成时,是带应力顶锻的,称为锁定焊或者带应力焊。例如,当施工轨温低于设计轨温10°C 时,焊机施加的力为 192KN 加上焊接所需的顶锻力。
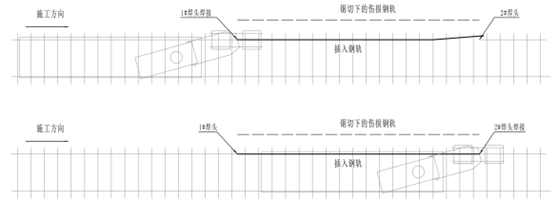
YHGQ-1200型气压焊轨车焊复正序法施工示意图
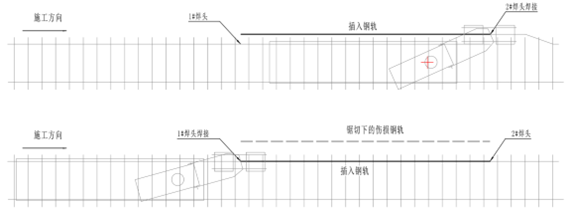
YHGQ-1200型气压焊轨车焊复倒序施工示意图
另一方面,要完成带应力焊接,焊机必须具有焊接、风冷、正火、风冷一机化作业的功能。如果焊接和正火分离,即使焊接时满足了设计锁定轨温的要求,正火时焊缝处的钢轨也会拉长。

YHGQ-1200型气压焊轨车
目前能满足永久焊复的焊机只有气压焊轨车上的GPW-1200 型气压焊轨机和铁科的闪光焊正一体机。这就是国铁集团在 2021 年 11 月 18 日的电话会议上强调的采用气压焊轨车进行线上焊的原因。
【作者信息】
黄正中教授先后从事力学研究,建筑设计及管理,公司运营及管理,机械设计等方面工作。1990年荣获四川省政府颁发“四川省有突出贡献的硕士学位者”。创办成都瑞威交通科技有限公司,担任总经理职位。
在机械设计领域,特别是机器创新设计有独到见解和成果。
是GPW-1200气压焊轨机中核心部分的主要发明人。具有多专业综合知识的整合能力,切入应用场景需求的总结判断能力,和解决问题的全局观与实操方法。
在创业和发明成果产业化中取得显著经济效益和社会效益,并为中国轨道交通的发展做出了突出贡献。

