在过去的十几年中,我国高铁建造速度一直保持在高位,其中高铁占比逐年增加,到2018年,已超过20%。截至2020年年底,全国铁路营业里程14.6万公里,高速铁路运营里程达3.79万公里,占比高达25%,稳居世界第一
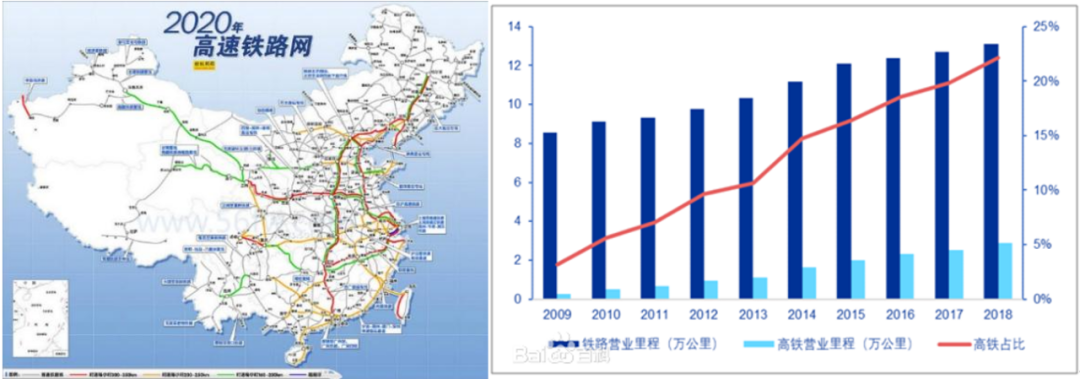
2020年中国高速铁路网图示
在过去的十几年中,我国高铁建造速度一直保持在高位,其中高铁占比逐年增加,到2018年,已超过20%。截至2020年年底,全国铁路营业里程14.6万公里,高速铁路运营里程达3.79万公里,占比高达25%,稳居世界第一。
高铁要求所有新线车速须达到250公里/小时,改造线路也要达到200公里/小时,较传统的铁路,线路维修施工中钢轨焊接技术有着几近严苛的要求。而随着越来越多的新建高铁线路进入稳定运营期,线路的焊复施工,不仅任务艰巨,而且使命重大。高铁对施工流程和结果要求极高,需做到现场工完料清,焊头质量过硬。瑞威科技焊接团队依靠自身在交通和力学领域专业优势,经过长期跟踪现场工况与施工要求,经过调研、论证探索,推出了气压焊技术注1,研发出在诸多方面具备技术领先优势的YHGQ-1200移动式气压焊轨车注2,与各路局进行深度合作。

YHGQ-1200移动式气压焊轨车
据成铁大修人讯,9月6日凌晨成都铁路局工务大修段14660号气压焊焊轨车开赴郑渝高速铁路,对高铁线路焊头做永久焊复注3施工作业。这是成都局首次在高铁线路采用YHGQ-1200移动式气压焊轨车插入20m短轨,更换线路上的重伤钢轨,进行永久焊复的线下焊接和带应力的线上锁定焊接注4。
为全力确保本次高铁线上焊接施工作业,成都大修段机械设备科等相关科室不断优化作业方案,组织操作人员在石板滩多次开展设备调试及钢轨试焊工作。作业中,操作人员严格按照作业标准,对设备状态检查、钢轨焊接、焊后热处理、焊缝平直度等关键环节进行了严格卡控。焊头成型的整体过程包括:
■ 排尺、锯轨、铣平待焊端面;
■ 垫轨、夹持对中、拉轨合缝、保压;
■ 焊接加热(点火、加热器对位、摆动)、顶锻、保压推凸、保压风冷至500℃以下;
■ 正火加热、保压强制风冷;
■ 焊头精整成型。
YHGQ-1200移动式气压焊轨车以其高效的一机化作业,有效保证了优质100%合格接头,使得本次任务圆满达成。此次成都局高铁线路线上首焊的成功,为今后成都局大修段的线上焊作业积累了宝贵经验,也为其他路局做出了良好的示范作用。

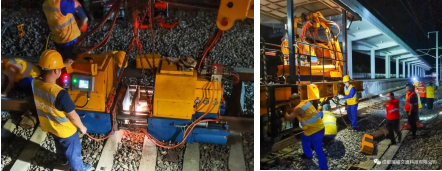
紧张有序的现场工作
注1:气压焊技术是一种利用化学能加热,并经过焊口合缝、保压加热(焊机焊接过程动、静端保持不动)、机械能顶锻挤压变形的复合作用,完成待焊端面之间的冶金连接的固相塑性焊接方法。气压焊技术可保证焊头的质量等同于甚至优于母材,这是其他焊接技术所不能比拟的。同时,气压焊还可适用于复杂恶劣的环境施工条件,同质和异质材料焊接适应性好,工艺宽泛,质量稳定,宜于标准化施工。
注2:YHGQ-1200移动式气压焊轨机世界首创,拥有我国自主知识产权,是目前国铁集团各路局既有线路维护施工中的主要设备之一。其优势是可在同一工位完成拉轨、对齐、焊接、推凸、焊后热处理、等一机化多工序作业。同时可以确保焊接质量稳定,对线路扰动小,可补偿钢轨顶锻力、弥补钢轨拉伸力,可满足无缝线路锁定轨温技术条件要求。
注3:“永久焊复”,即为重伤钢轨或接头处插入6 ∽ 20m短轨,使线路上钢轨伤损情况消除,并对线路平顺度进行优化。
注4:“线上锁定焊接”是YHGQ-1200移动式气压焊轨机的特色焊接技术,其所采用的恒位移控制工艺的带应力焊接+正火热处理一机化施工工法是目前世界最先进、可靠性和稳定性最高的施工方案。
编后语:
瑞威科技作为铁路工作者的一份子,愿与成都局铁路大修人一起,继续发扬只争朝夕、奋发有为的奋斗姿态,逢山开道、遇水架桥的无畏气概,勇于变革、勇于创新的开创精神,奋力推进我国铁路高质量发展。积极配合各个铁路局的工作,深度研发智能化、自动化设备产品,尽力为我国高铁网路建设的运营和维护做贡献。
“奋战百日保安全”,在本次线上首焊的成功中,既有成铁大修的铁路同事的废寝忘食,也饱含着瑞威科技客户第一的价值观,以及售后服务支持——特派技术骨干肖工和杨工在现场进行技术支持,以积极的态度和极大的决心,助力成都局完成此次线上焊复施工。

